酒精厂废水处理解决方案
- 详细资料
- 分类:解决方案
案例背景 Background

横县某酒精厂在酒精生产过程中产生大量酒精废液,该厂废水排放量为350m3/d,废水处理工程的设计规模400m3/d,因原废液处理方式较为落后,造成大量无法有效处理的酒精废液的长期存放,给周边环境造成很大影响。
为适应当地环保工作的需要和建设项目三同时规定,也使出水水质达到《污水综合排放标准》(GB8978—1996)三级或二级排放标准,我公司接受横县华城酒精厂处理酒精废液的委托。经过三个月的调查测试和实验,作出了有效处理方案。
方案概述 Program Overview
酒精废液主要来源是淀粉质原料发酵法与废糖蜜发酵蒸馏法这两种酒精生产工艺。
淀粉质原料发酵法以玉米、木薯、小麦等为生产原料,其废液主要来自蒸馏发酵后排出的酒精槽液。每生产一吨酒精可产生十三至十五吨工艺废水,该废水外观混浊、色度高、COD高、易腐败,属于超高浓度有机废水。
制糖生产副产品废蜜经发酵蒸馏出酒精后的废液即为糖蜜酒精废液。废液色深、呈红棕色,也是超高浓度的有机废水。其特点是有机物和悬浮物含量高,COD值高,外观混浊、色度高,易腐败。
目前国内酒精废液治理的方法主要有:活性炭吸附法、混凝沉淀法、浓缩焚烧法废液浓缩后生产产品法、废液生化处理法(氧化塘处理、厌氧处理)、废液资源化利用法等。这些方法在处理废液中发挥了一定的作用,但它们或多或少存在着处理速度慢、效果低、周期长、耗费大量化学药剂、能耗大、处理成本高、占地面积大等缺点。
我公司采用低温等离子技术及超声波技术,加上高级沉淀及过滤技术的综合运用,构成处理酒精废液的理想解决方案。发达国家运用相似工艺处理高浓度有机废水的技术已经发展成熟,但是完全引进我国成本高昂。由于我国近年来电子产品的成熟化发展,使得本技术获得了本土化的契机,为本技术尽快推广运用提供了便利条件。
工艺流程 Process
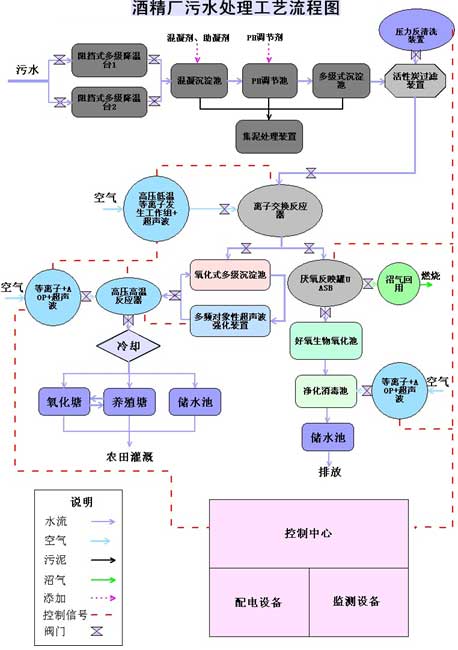
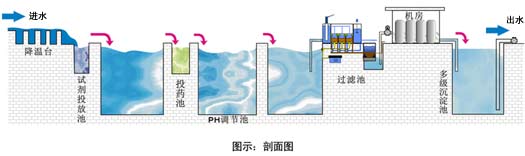
实际处理效果:

方案优势 Advantage Of The Program
- 成本低。运行过程中不需要曝气,比好氧工艺节省大量电能。
- 产生的剩余污泥少且污泥脱水性好,降低了污泥处置费用。
- 反应器负荷高,体积小,占地少。
- 运行简单,规模灵活可大可小,特别有利于分散的点源治理。
- 无二次污染少,节能环保。
目标用户:糖蜜酒精废水。